![]()




产品中心
联系方式
contact us
武义县铸钢厂
联系人:汤先生
电 话:13957993021(微信同号)
地 址:浙江武义县黄龙工业区群山路22号
热门标签
衬板-衬板厂【竭诚服务】
发布时间:2024-04-15 03:00:50访问:6作者:
厂制砂机锤头常见缺陷。气孔主要有两种:一种是锤头外部大小不同的球形气泡,其特征是内部孔壁光滑,可单独成团或成团;另一种是散在锤头上的蜂窝状小孔。耐磨损的锤头比较厚的部分集中,而周边小孔比较光滑。分别列出了造成气孔的原因:制砂机锤头的浇注系统设计不当,金属液会产生涡流,并流入气体。锤式排气不良无法使铸件脱离。排出不良的砂芯或壳芯,清除砂芯或外壳内的水气。不均匀的金属流动或者切断流向气体。采用以下方法:改进顶板、底板注塑等浇注系统。制砂机锤头清铸出口:增加铸造出口。将排气管安装在砂芯上。芯子应干燥,干燥后,芯芯和壳芯不能沾水。浇铸时金属模层脱节时,应注意涂层表面的水分完全蒸发。
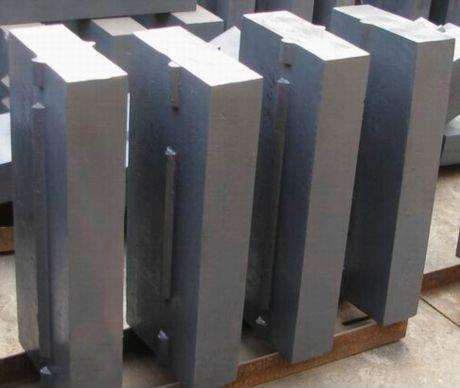
板锤是破碎机的锤头,对石头进行破碎工作,直接接触和碰撞,所以板锤的硬度是非常重要的,只有足够坚硬的板锤才能更好的进行破碎工作,不受损失,寿命很长。所以有种方法可以增强板锤的硬度,那便是对板锤进行渗氮处理。你知道怎么对板锤进行渗氮处理吗?渗氮的推广促进了用锰进行变质处理和用铝合金化的特种氮化合金铸铁在生产中的应用,与钢相比较,铸铁中的石墨以及碳、硅含量高,阻碍了渗氮的正常进行,因此要获得同样的硬度,则渗氮的时间应适当延长。由于当灰口和白口铸铁渗氮时,其中不含铝和铬镍的合金铸铁硬度的提高并不明显,因此合金铸铁渗氮前应先退火后调质处理,良好的索氏体组织是确保其优良力学性能的关键,前者在950-1000℃保温5-10h,炉冷到550-500℃出炉。后者首先在840-860℃加热一定时间,油冷后在550-600℃保温1-3h,以获得索氏体组织,通常采用的渗氮工艺为500-520℃*50-90h,当然也可根据渗氮层深度的要求,来合理选择一段、二段或三段渗氮工艺。

厂今日,我就与你共享如何处理高铬锤头超温状况。 1,若有弹性联轴器发生撞击声,基本上可明确为轴销松脱,延展性圈损坏。解决方案是慢下来,扭紧螺帽,换回弹力环。 2.假如滚动轴承超温,可明确润滑油脂不够或太多,或是润滑油脂霉变,滚动轴承毁坏。在这个基础上,加上适当润滑油脂,滚动轴承内的植物油脂应做到其容积的50%。

厂粉碎为主导时,规定衬板对研磨体的举荐工作能力强,与此同时衬板应具备优良的抗撕裂性,当切削占主dao影响力时,衬板的提高条相对高度就越小,对研磨体的举荐工作能力就越弱,对衬板的抗撕裂性就越好,切削实际效果越好。 一般来说,耐磨损衬板需要具备以下特性: 1、超耐磨、抗冲击、抗冲击、强度适度、断裂韧性好,在应用全过程中可承载比较大冲击性抗压强度,并能长期性保持在较高的冲击性抗压强度,以确保球磨机平稳提升5%的生产量。

厂 原材料的粘稠度和环境湿度:即原材料中含的水份过大时,原材料在破碎机内非常容易黏附,也很容易在开料运输流程中阻塞,导致破碎能力减少。黏度越大,破碎能力越小。 3、较终进料粒度分布:较终破碎的砂石料规定的粒径越小,破碎速率变慢,较终危害破碎能力越小。
板锤是破碎机的锤头,对石头进行破碎工作,直接接触和碰撞,所以板锤的硬度是非常重要的,只有足够坚硬的板锤才能更好的进行破碎工作,不受损失,寿命很长。所以有种方法可以增强板锤的硬度,那便是对板锤进行渗氮处理。你知道怎么对板锤进行渗氮处理吗?渗氮的推广促进了用锰进行变质处理和用铝合金化的特种氮化合金铸铁在生产中的应用,与钢相比较,铸铁中的石墨以及碳、硅含量高,阻碍了渗氮的正常进行,因此要获得同样的硬度,则渗氮的时间应适当延长。由于当灰口和白口铸铁渗氮时,其中不含铝和铬镍的合金铸铁硬度的提高并不明显,因此合金铸铁渗氮前应先退火后调质处理,良好的索氏体组织是确保其优良力学性能的关键,前者在950-1000℃保温5-10h,炉冷到550-500℃出炉。后者首先在840-860℃加热一定时间,油冷后在550-600℃保温1-3h,以获得索氏体组织,通常采用的渗氮工艺为500-520℃*50-90h,当然也可根据渗氮层深度的要求,来合理选择一段、二段或三段渗氮工艺。
厂今日,我就与你共享如何处理高铬锤头超温状况。 1,若有弹性联轴器发生撞击声,基本上可明确为轴销松脱,延展性圈损坏。解决方案是慢下来,扭紧螺帽,换回弹力环。 2.假如滚动轴承超温,可明确润滑油脂不够或太多,或是润滑油脂霉变,滚动轴承毁坏。在这个基础上,加上适当润滑油脂,滚动轴承内的植物油脂应做到其容积的50%。
厂粉碎为主导时,规定衬板对研磨体的举荐工作能力强,与此同时衬板应具备优良的抗撕裂性,当切削占主dao影响力时,衬板的提高条相对高度就越小,对研磨体的举荐工作能力就越弱,对衬板的抗撕裂性就越好,切削实际效果越好。 一般来说,耐磨损衬板需要具备以下特性: 1、超耐磨、抗冲击、抗冲击、强度适度、断裂韧性好,在应用全过程中可承载比较大冲击性抗压强度,并能长期性保持在较高的冲击性抗压强度,以确保球磨机平稳提升5%的生产量。
厂 原材料的粘稠度和环境湿度:即原材料中含的水份过大时,原材料在破碎机内非常容易黏附,也很容易在开料运输流程中阻塞,导致破碎能力减少。黏度越大,破碎能力越小。 3、较终进料粒度分布:较终破碎的砂石料规定的粒径越小,破碎速率变慢,较终危害破碎能力越小。
上一篇:衬板【诚信互利】衬板代理
下一篇:衬板-衬板厂家【诚信为本】
相关资讯



